
地址:无锡市新吴区硕放振发路233号(华焊智能)
热线:电话:13861703987
座机:0510-85300198
网址:www.wxhuahan.com
邮箱:sales@wuxihuahan
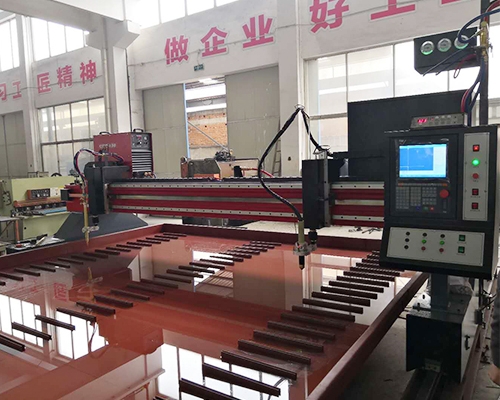
无锡华焊智能装备有限公司介绍关于影响数控火焰等离子切割机切割质量的要素

数控火焰等离子切割机作为现今许多厂家主要的下料切割设备,具有切割厚度大、本钱低廉等长处,但是却容易呈现切割质量不达标的后果,这种现象除了设备自身的问题之外,还根工作人员的具体操作有关,下面整理了一份影响火焰切割质量的要素,以供大家参阅。
一、切割气体
对于火焰切割来说,七个燃气的选用对切割影响很大,目前可供挑选的燃气有乙炔、丙烯、丙烷等,不同的燃气燃烧特性不一样,所以能够针对的加工场景也不一样:
1、乙炔火焰具有热量会集、温度高、预热时刻短、耗氧量低、切割效率高、构件变形小等特色,合适薄板、引进较短的零件切割;
2、丙烷火焰热量分散、温度低、预热时刻比乙炔长,切割边上沿光滑平整,下沿挂渣少、易铲除,其相对本钱也低,故针对厚板大零件的切割比乙炔要经济;
3、丙烯火焰温度较高,预热时刻相较于丙烷短,比乙炔略有添加,且因为外焰热含量高,合适用于厚板大零件切割。
二、氧气浓度与切割速度
在火焰切割时,氧气压力相同的状况下,跟着氧气浓度的进步,切割时刻的缩短,氧气的需求量会降低,但是假如切割速度过快,就容易发生呈现熄火、切断粗糙等质量缺点,但是切割速度过慢,又会呈现氧化渣粘附、切断外表不齐等问题,切割速度应处于割嘴额外速度的中上与上中之间。
三、割嘴高度
额度的挑选对切割质量也有影响,过低了话焰心可能会接触到零件外表,形成割缝熔塌、熔渣飞溅堵住割嘴,甚至发生回火;假如而过高,则可能使火焰不能充沛加热切断,从而导致切割才能下降、排渣困难,一般让火焰焰心与工作外表保持在3到5毫米比较好。
四、切割次序与引线
合理的切割次序有利于钢板得到均匀受热,内应力相互抵消,进而减少零件的热变形,因而切割零件概括时应遵守先内后外,先小后大,先圆后方,交叉跳动,先繁后简的原则,以避免零件呈现移位、变形、尺寸偏差的现象。
合理的引线位置与方法有利于零件切断完整,切割安稳,以确保概括质量,依据出产实际状况,外概括引进位置一般放置在概括底部右方,内概括引线方法宜选用圆弧方法。

以上便是关于影响数控火焰等离子切割机切割质量的要素,假定您对咱们公司产品有需求,欢迎联络在线客服具体问询报价等信息,也欢迎您来咱们公司查询,诚邀与您协作!

座机:0510-85300198
电话:138-6170-3987
地址:无锡市新吴区硕放振发路233号(华焊智能)





 苏公网安备32021402003307
苏公网安备32021402003307
