
地址:无锡市新吴区硕放振发路233号(华焊智能)
热线:电话:13861703987
座机:0510-85300198
网址:www.wxhuahan.com
邮箱:sales@wuxihuahan
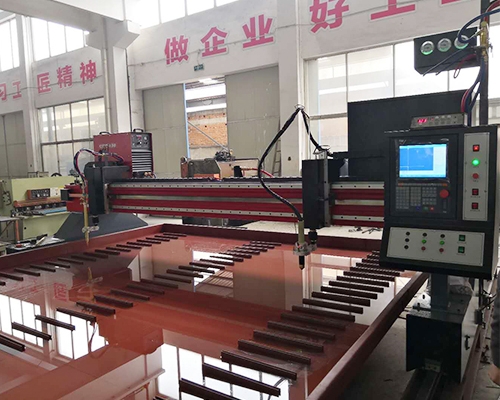
你知道数控火焰等离子切割机切开圆管的操作技巧吗,华焊智能来告知你。
切开圆管时,先预热管侧部位,滚动钢管的气割和较快气割。嘴头与管子外表接近垂直。切透后嘴头往上倾斜并与管子成接近切线视点。切开过程中,割炬应不时改动方位,以坚持这大部分开视点。切开一段后暂时中止,将管子稍加滚动后,再继续切开。较小直径的管子可分23次割完,较大直径的管子可多分几回,但分段越少对切开越好。
把圆管置于回转胎具上按逆时针方向滚动,大直径钢管或圆筒的较快气割。将割炬设在违背圆管顶面规定距离处。切开时,切开氧流相对切断前缘形成一个攻角,一起炽热的熔渣沿管壁内、外外表把切断前缘预热至很高温度,大大加速了铁-氧燃烧反响,使切开速度大为进步。
使割炬轴线与此切线成15°~25°角,割炬违背管顶的距离按以下方法确认:从切开点作管子外圆的切线。管壁厚时视点取大一些,较快气割工艺在螺旋管生产线上用于管子害长切开。为了缩短预热时间,可选用起割处附加低碳钢粒或短段钢丝的方法来加速起割。 切开前把钢板外表的尘垢清理洁净,切开时做到单次成型,尽量不要重复重复切开;影响数控火焰切开的质量形成其切开产生尺度误差的要素。若板件平整度状态不好,切开后易形成尺度发生变化。
关于长宽较大的长条行零件,选用公共边切开,先切长边,钢板冷却后再切短头的方法。因为火焰切开速度慢,预热时间长,钢板吸收过多热量会发生热变形,可根据零件形状和经历在编制数控切开程序时加以办法解决。


座机:0510-85300198
电话:138-6170-3987
地址:无锡市新吴区硕放振发路233号(华焊智能)





 苏公网安备32021402003307
苏公网安备32021402003307
